Luftkanal-Eckumlenkungen
Hochleistungs-Umlenkleitblech-Lösungen für Windkanäle, HLK-Systeme und industrielle Anwendungen
Einführung in Umlenkleitbleche
Im Bereich des Luftstrom-Managements spielt das Design von Kanalecken eine Schlüsselrolle für die Effizienz und Funktionalität von Lüftungs-, HLK-Systemen und Windkanälen. Wenn Luft gezwungen wird, eine scharfe Kurve zu machen, wie es oft in Kanalsystemen erforderlich ist, trifft sie auf erhöhten hydraulischen Widerstand, was zu höheren Druckverlusten und Turbulenzen führt. Dies beeinträchtigt nicht nur die Effizienz des Systems, indem mehr Energie zur Aufrechterhaltung des Luftstroms benötigt wird, sondern wirkt sich auch auf die strukturelle Integrität des Kanalsystems aufgrund der ungleichmäßigen Drücke aus, die durch turbulente Strömungen ausgeübt werden.
Hier kommen Umlenkleitbleche, auch bekannt als Eckleitschaufeln oder Führungsleitschaufeln, ins Spiel (Abb. 1). Konzipiert für die Installation in den Ecken, ermöglichen Kanal-Eckleitschaufeln der Luft, die Kurve mit minimalem Widerstand zu durchströmen, wodurch Druckverluste effektiv reduziert und Turbulenzen gemindert werden, ohne den zusätzlichen Platzbedarf, den Bögen mit sanftem Radius erfordern. Dies macht Umlenkleitbleche zu einer idealen Lösung für effizientes Luftstrom-Management auf kompaktem Raum.
Abb. 1. TunnelTech Umlenkleitblech-Ecksegment-Baugruppe
Hochleistungs-Umlenksegmente als überlegene Alternative zu herkömmlichen HLK-Lösungen.
Die traditionelle Lösung zur Überwindung der genannten schädlichen Phänomene wie erhöhte Turbulenz, Druckverlust und Lärm in einem stark gekrümmten Kanal besteht darin, radiale Kanalbögen zu entwerfen (Abb. 2 und Abb. 4, Fall 2). Diese Bögen sind zwar wirksam bei der Minderung von Turbulenz, Lärm und Druckverlusten (die in einer scharfen Biegung wie in Abb. 4, Fall 1 üblich sind), haben jedoch ihre eigenen Probleme.
Mehrere traditionelle Lüftungskanalsysteme mit einer Biegung aus sanft gekrümmtem Blech mit gebogenen Strömungsleitern sind in Abb. 2 links dargestellt. Das Bild repräsentiert einige Beispiele für Standardvarianten, die häufig in HLK-Kanälen verwendet werden, z.B. konform mit DW144-Kanalstandards.
Solche Kanallösungen sind üblich und kostengünstig für kleine Anwendungen im Bauwesen, kleine Unternehmen und HLK-Systeme mit geringer Leistung, bei denen Energiekosten kein wesentlicher Faktor sind. Dieses Design ist jedoch keine gute Lösung für Lüftungs- und Kühlsysteme in mittlerem und großem Maßstab sowie für Hochleistungs-Stromerzeugung, Metallurgie, Turbomaschinen, Wärmetauscher, Abwärmerückgewinnung und moderne grüne und erneuerbare Energieanwendungen, bei denen hydraulische Effizienz und Energieeinsparungen ein Muss sind.
Es ist jedoch nicht notwendig, jedes Mal einen kundenspezifischen Nicht-Standard-Kanal zu bauen, wenn der Energieverbrauch eines hydraulischen Netzwerks bis zur Perfektion optimiert werden muss. Dieselbe Abbildung 2 rechts zeigt eine Variante des diagonalen Leitschaufelsegments von TunnelTech, das energieeffizient, geräuscharm und turbulenzarm ist und gleichzeitig Industriestandards für HLK-Systeme erfüllt, aber auch in großskaligen und leistungsstarken industriellen Anwendungsfällen eingesetzt werden kann. Ein Beispiel für eine Großanlage, in der das diagonale Umlenkleitblechsegment leicht integriert werden kann, ist in Abb. 3 dargestellt.
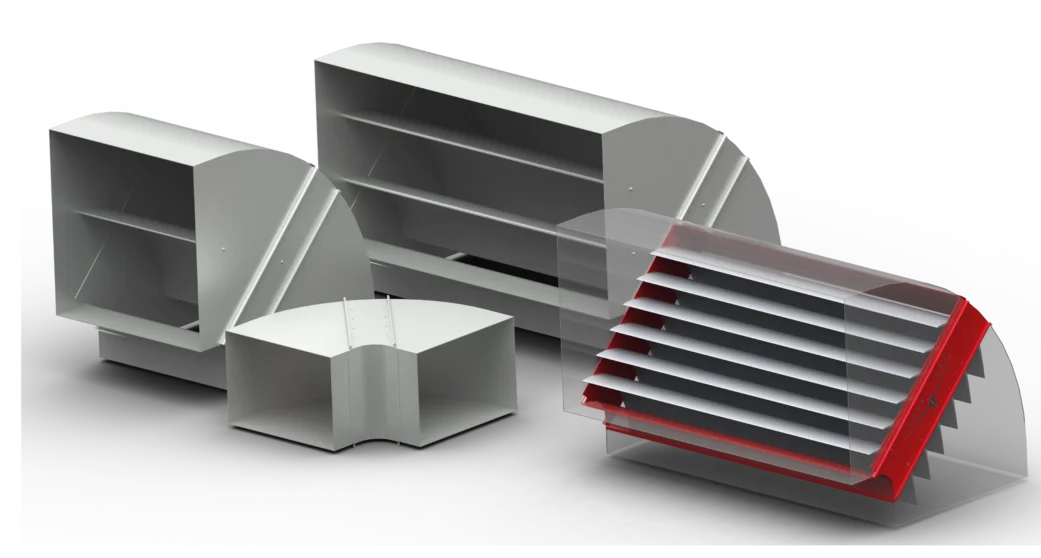
Abb. 2. Traditioneller mittelgroßer HLK-Glattbogen mit Trennleitblech aus Blech, DW144-Standard (links), und hochleistungsfähige TunnelTech Umlenkleitblech-Diagonalbaugruppe für Standard-Luftkanäle (rechts).

Abb. 3. Großskalige TunnelTech Luftkanal-Umlenksegmente für Windkanäle, Stromerzeugung und industrielle Anwendungen.
Design von Umlenkleitblechen für Druckverlust-, Turbulenz- und Lärmreduzierung
Zum Vergleich verschiedener Eckumlenkungs-Designs sind die Druckverluste (ΔP) und CFD-simulierten Strömungsmuster in der Abb. 4 unten angegeben. Als Demonstrationsbeispiel wurden eine Einlass-Luftgeschwindigkeit von 20 m/s und ein quadratischer Kanal von 2×2 m gewählt. Der Geschwindigkeitsbereich von 20 m/s wurde zu Demonstrationszwecken gewählt, da professionelle vertikale Windkanäle für Indoor-Skydiving die meiste Zeit in Modi betrieben werden, bei denen die Strömungsgeschwindigkeit im Umlenkbereich zwischen 10 und 30 m/s variiert. Die CFD-Berechnungen wurden für 1 Standardatmosphäre bei 20 °C und null Luftfeuchtigkeit mit einem kompressiblen Gas und einer adiabatischen Wand mit einer Rauheit von 250 µm durchgeführt. Es wurde ein Netz von 6 bis 10 Mio. Zellen pro Domäne verwendet. Am Einlassrand wurden ein flaches Einlassprofil und 2% Turbulenz angewendet. Die Turbulenz wurde unter Verwendung des k-ε-Modells behandelt.
NB! Bitte beachten Sie, dass die in Abb. 4 gezeigten Illustrationen spezielle Beispiele sind, die ausschließlich dazu dienen, die Funktionsprinzipien zu veranschaulichen und einige Typen von Umlenksegmenten zu vergleichen. Diese Fälle können nicht als allgemein gültig für absolut jeden Anwendungsfall ausgelegt werden. Für jedes reale Lüftungssystem oder andere hydraulische Netzwerk müssen spezifische hydraulische Parameter, Kanalgröße und -form, Rauheit und strukturelle Unregelmäßigkeiten, Strömungsinhomogenitäten und exakte physikalische Gasparameter für jeden Berechnungspunkt berücksichtigt werden. Sie können eine solche Berechnung für ein spezifisches System bestellen, indem Sie uns kontaktieren.
Die folgenden Designfälle werden beschrieben:
- Ecksegment ohne Leitschaufeln.
- Sanft gekrümmtes Ecksegment (r = ½ der Kanalhöhe) mit radial gebogenen Strömungsleitern. Der Druckverlust hängt auch von der Anzahl und Geometrie der Kanalabstandshalter ab. Gezeigt ist das Beispiel mit einer minimierten Anzahl optimal geformter Luftstrom-Teilerplatten.
- Einfache radial gekrümmte dünne Platten (10-20mm dick).
- Typische, nicht optimierte Umlenkleitbleche der engsten Wettbewerber.
- TunnelTechs Umlenkleitbleche (TTE-TV) mit optimiertem Profil.
Das signifikanteste Problem bei rund gebogenen Kanälen mit einer geringen Anzahl einfacher gebogener Plattentrenner (oder ganz ohne Leitschaufeln) ist das Druck- und Geschwindigkeitsverteilungsmuster am Austritt des Umlenksegments (Abb. 4, Fall 2, siehe Auslassquerschnitt). Dieses Muster zeigt, dass die Geschwindigkeit von der Außenwand zur Innenwand jedes Strömungs-Teilbereichs zunimmt, was zu ungleichmäßiger Strömung, großer Turbulenz und Lärm führt. Je kleiner der Biegeradius, desto größer ist die Wahrscheinlichkeit von Strömungsablösung, Verzerrung des Druck- und Geschwindigkeitsfeldes, Lärmpegel und Druckverlustwert.
Der einzige Weg, diese Probleme zu überwinden, ist ein großer Krümmungsradius eines solchen Ecksegments und eine Erhöhung der Anzahl der Luftstrom-Leitschaufeln. Hier entsteht das zweite Problem – der erhöhte Platzbedarf für solche Biegungen und die Materialkosten für mehrere radiale Luftkanal-Abstandshalter, die an den Kanalquerschnitt angepasst sind. In großen Kanalsystemen kann die Implementierung von Bögen mit sanftem Radius zu unverhältnismäßig großen Strukturen führen, was diesen Ansatz in vielen Szenarien unpraktisch macht, insbesondere dort, wo Platz knapp ist. Der zusätzliche Platzbedarf wird durch die gestrichelten Linien in Abb. 4, Fall 2 unten dargestellt. Man müsste die Höhe und Breite jeder Biegung um mindestens ½ der Kanalgröße erhöhen. Für Umlauf-Windkanäle bedeutet dies eine Vergrößerung der Gebäudeabmessungen um mehrere Meter in jede Richtung, was zu höheren Kanalkosten und höheren Kapitalinvestitionen führt. Zudem kostet jeder Strömungsteiler so viel wie die Kanalwand.
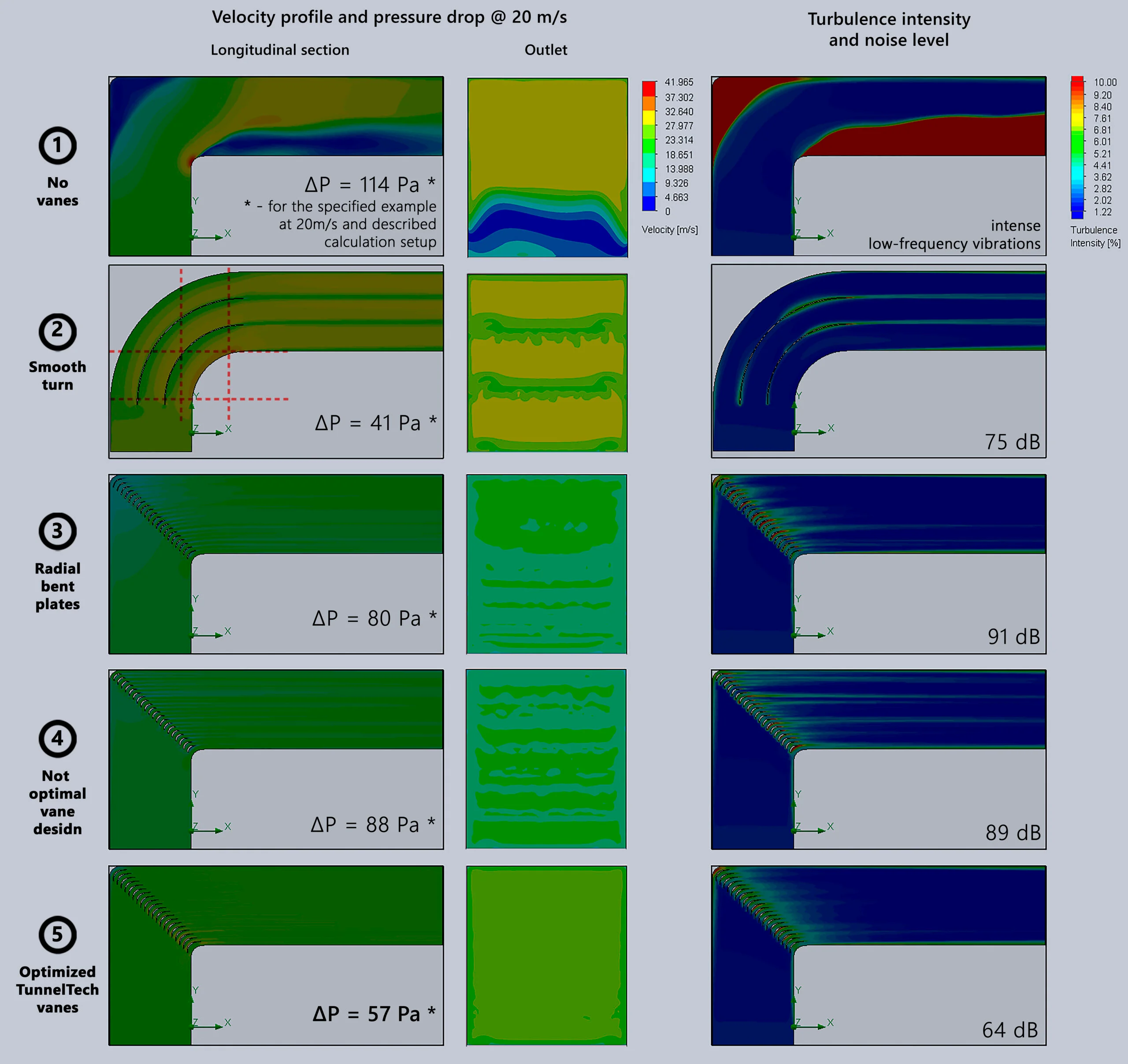
Abb. 4. Ecksegmente in einem Kanalsystem - Design- und Leistungsvergleich
Die optimale Lösung für Windkanäle und industrielle Lüftung sind Umlenksegmente mit Leitschaufeln, die ein Flügelprofil aufweisen und entlang der Diagonalen angeordnet sind, wie in Abbildung 4, Fälle 3-5 dargestellt.
Alle oben gezeigten CFD-Abbildungen entsprechen beispielhaft einem Luftkanal-Ecksegment mit 2x2m Einlass bei 20 m/s Luftgeschwindigkeit, was für Indoor-Skydiving und Unterschall-Windkanäle am relevantesten ist.
Abbildung 4 Fall 3 zeigt ein Ecksegment mit einfachen Leitblechen aus dünnen, gebogenen Metallblechen. Abb. 4 Fall 4 ist das beste Beispiel für Umlenkschaufeln, die von den engsten Wettbewerbern von TunnelTech erhältlich sind. Beide haben eine geringere Sehnenlänge und eine nicht optimierte Profilform, was zu einer sichtbaren Ungleichmäßigkeit der Strömung am Sektionsaustritt, höherem aerodynamischen Widerstand und Luftkanalgeräuschen führt. Dünne Leitschaufeln aus einfachen gebogenen Metallblechen überschreiten oft schon bei niedrigen Luftgeschwindigkeiten die zulässigen Lärmpegel. Eine Option mit einem dicken und kurzen Profil mit geringem Verhältnis von Sehne zu Dicke hat zudem eine kleinere Oberfläche, was bei Anwendungen unerwünscht ist, bei denen gekühlte Umlenkleitbleche zur Wärmeübertragung eingesetzt werden.
Im unteren Teil von Abbildung 4 Fall 5 ist die Luftkanalecke gezeigt, die mit hochleistungsfähigen TunnelTech Umlenkleitblechen ausgestattet ist (zur Bestellung siehe folgende Teilenummer: TTE-TV-90). Wie aus den Querschnitten ersichtlich ist, ist die Strömung bei korrekt profilierten Leitschaufeln gleichmäßiger, was zu geringerem Druckverlust und niedriger Turbulenz führt.
Das Druck-/Geschwindigkeitsprofil am Auslass ist bei den TunnelTech Ecksegmenten, die mit langsehnen Leitschaufeln ausgestattet sind, ebenfalls deutlich besser als in anderen Fällen. Dies resultiert in der unübertroffenen aerodynamischen Qualität von TunnelTech, wie sie in zahlreichen Bewertungen von professionellen Skydivern und anderen Kunden bestätigt wird.
Alle oben diskutierten Daten, einschließlich der Sehnenlänge und Kühloptionen, sind auch in <strong>Tabelle 1</strong> verfügbar.
| Fall / Leitschaufeltyp | ΔP (Pa) (*) | ξ (*) | Sehnenlänge (mm) | Kühlung |
|---|---|---|---|---|
| 1. Keine Leitschaufeln, scharfe Kurve | 114 | 0.47 | — | Nein |
| 2. Sanft gekrümmtes Ecksegment | 41 | 0.17 | > 2000 | Nein |
| 3. Einfache radial gekrümmte dünne Platten | 80 | 0.33 | 250–500 | Nein |
| 4. Umlenkleitbleche der engsten Wettbewerber | 88 | 0.37 | 280 | Ja |
| 5. TunnelTech optimierte Umlenkleitbleche | 57 | 0.24 | 500 | Ja |
Die Werte des hydraulischen Verlustkoeffizienten für den Geschwindigkeitsbereich bis 100 m/s für das Kanalumlenksegment mit TunnelTech- und Wettbewerber-Leitschaufeln, ohne Variation aufgrund der Wahl der Anfangsdaten, sind in Abb. 5 angegeben.
Weitere Details zu hydraulischen Verlusten entlang der Kanallänge, örtlichem Widerstand und dem gesamten hydraulischen Verlustkoeffizienten sind nachstehend aufgeführt.
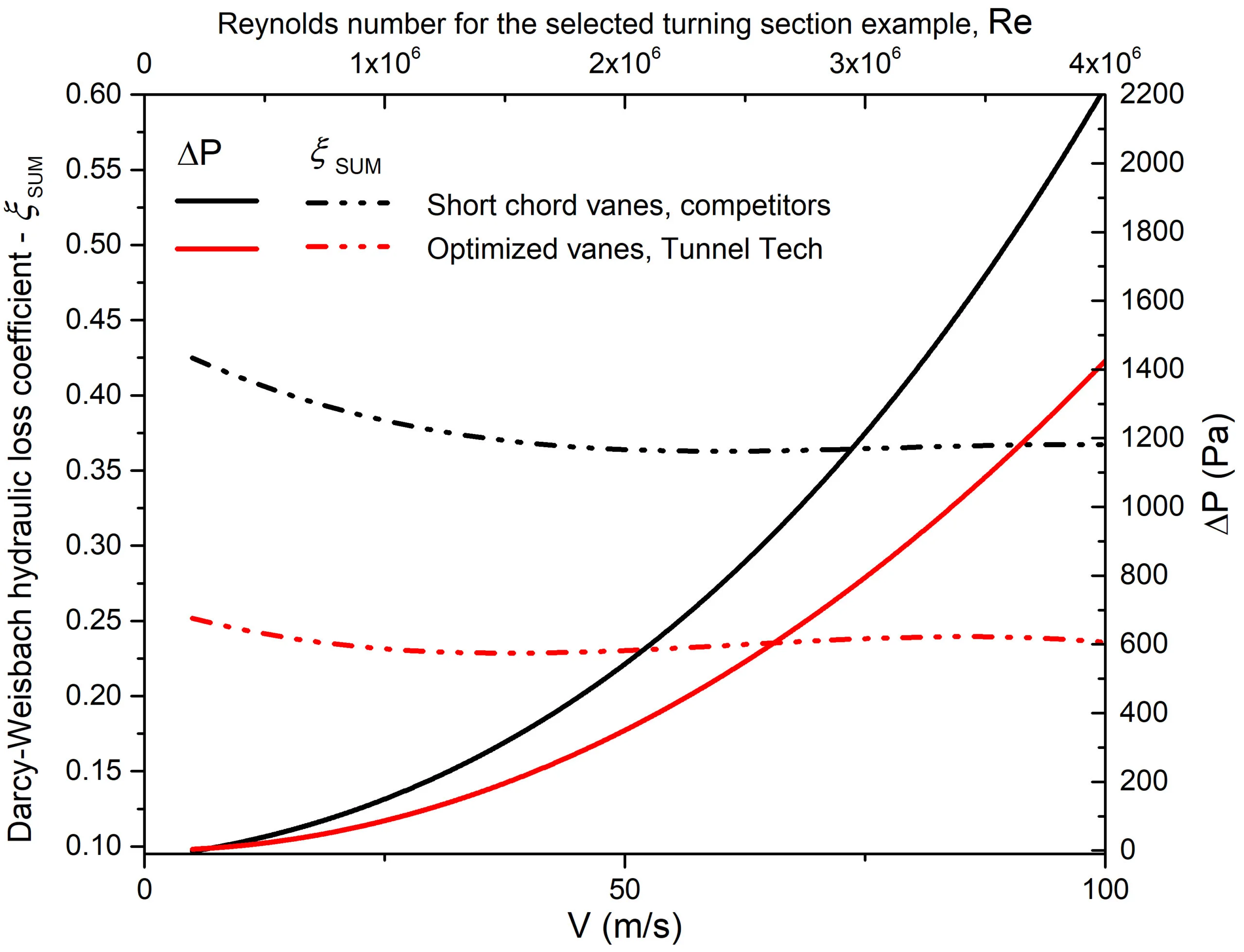
Abb. 5. Vergleich der Umlenksegmente von TunnelTech und Wettbewerbern. Darcy-Weisbach hydraulischer Verlustkoeffizient für dieselbe Geometrie und anfängliche Berechnungsbedingungen.
Minderung von Turbulenz für zuverlässige hydraulische und strukturelle Sicherheitsberechnungen
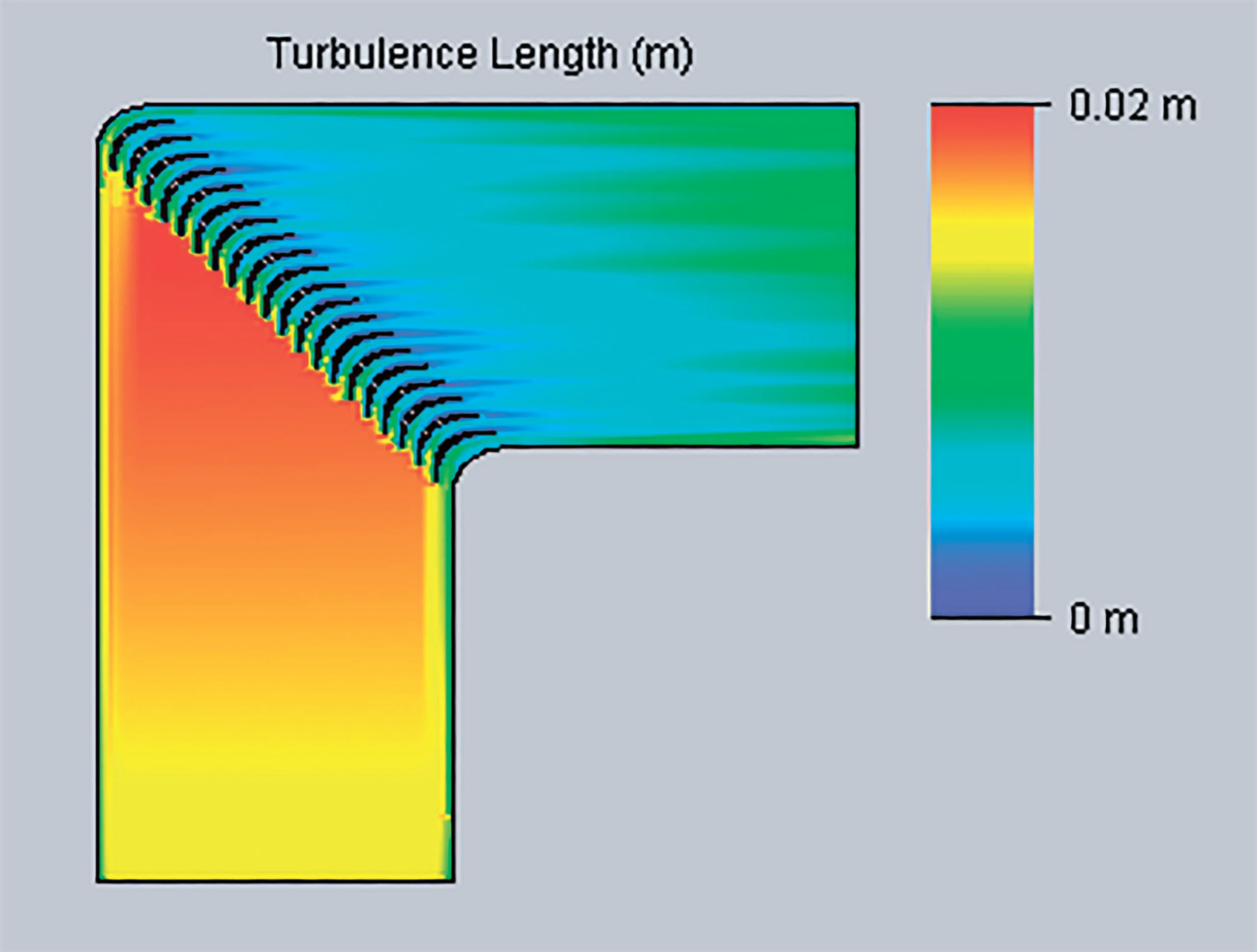
Abb. 6. TunnelTech Eck-Leitschaufelsegment Turbulenzskala (m) @ 20 m/s
Ein glattes und vorhersagbares Druck-/Geschwindigkeitsprofil ist besonders wichtig für Anwendungen, bei denen hohe Turbulenz oder Strömungsablösung nicht akzeptabel sind, wie z.B. experimentelle Windkanäle, Indoor-Skydiving-Anlagen und Hochleistungsanwendungen. Diese parasitären Phänomene sowie Druckpulsationen, die durch Strömungsablösung und großskalige Turbulenz verursacht werden, sind auch in Anlagen inakzeptabel, die das Fehlen akustisch induzierter Vibrationen erfordern und wo jegliche statischen Druckabweichungen aufgrund von Anforderungen an die strukturelle Stabilität des Luftkanals nicht zulässig sind. Zusätzlich sind diese turbulenten Strömungen eine häufige Lärmquelle, was die Gesamtleistung des Systems und den Komfort für die Endnutzer weiter beeinträchtigt.
Es sollte auch berücksichtigt werden, dass Strömungsunregelmäßigkeiten dazu neigen, sich weiterzuentwickeln und zu intensivieren, wenn keine speziellen Gleichrichter, Wabengitter, Deturbularisierungsnetze oder andere Luftstrom-Management-Vorrichtungen verwendet werden [1-3]. Eine präzise gasdynamische Analyse erfordert die Berechnung des Widerstands jedes nächsten Luftkanalelements unter Berücksichtigung des realen Einlassdruck-/Geschwindigkeitsprofils, das im vorherigen Element des hydraulischen Netzwerks erzeugt wurde. Für lange hydraulische Netzwerke ist es oft unmöglich, eine CFD-Simulation des gesamten Systems aufgrund der riesigen Dimensionen durchzuführen. Für eine solche Situation werden approximative halbempirische Berechnungen unter Einbeziehung dimensionsloser Fluidkennzahlen und Geometriekriterien [4] oder Software, die auf solchen Methoden basiert, verwendet. Auch FEA-Modellierung zur Bestimmung der strukturellen Stabilität von Kanälen wird typischerweise mit einem stabilen statischen Druckfeld durchgeführt, das auf die Kanalwände wirkt. Somit können starke Strömungsunregelmäßigkeiten, die sich stromabwärts entwickeln, auch Fehler in sicherheitskritische Untersuchungen von tragenden Strukturen einführen.
Näherungsmethoden befassen sich in der Regel nicht mit der Verzerrung des Geschwindigkeitsprofils am Einlass zum hydraulischen Netzwerkelement und berücksichtigen bestenfalls, ob das Profil entwickelt oder noch nicht entwickelt (gleichmäßig) ist, sowie die Grenzschichtparameter. In Windkanälen und industriellen Lüftungssystemen kann jede Strömungsumlenkung Ungleichmäßigkeiten und starken Strömungsdrall verursachen, was zu Unsicherheiten bei der Berechnung des hydraulischen Widerstands in langen hydraulischen Netzwerken führt. Daher sollte man, wo möglich, das Auftreten großer Geschwindigkeitsprofil-Unregelmäßigkeiten vermeiden.
Es ist in Abb. 6 und aus dem oben Dargelegten ersichtlich, dass die Parameter von Umlenksegmenten mit TunnelTech Umlenkleitblechen so beschaffen sind, dass sie keine zusätzlichen Strömungsstörungen erzeugen, sondern auch verwendet werden können, um Wirbel und Ungleichmäßigkeiten stromabwärts des Umlenksegments zu dämpfen. Somit kann das Umlenksegment mit TunnelTech Leitschaufeln auch als effektiver Strömungsgleichrichter fungieren, wenn es nach dem Axialventilator, Kanaldiffusor, Wärmetauscher, der Teststrecke, Verzweigung oder Einspeisung in einen Kanal oder jedem anderen turbulenzerzeugenden Objekt installiert wird.
Örtlicher Widerstandsbeiwert
Die örtlichen Widerstandseigenschaften der Eckumlenkung können unter Verwendung der bekannten Darcy-Weisbach-Gleichung berechnet werden:
ΔP = ξ · ρ · v² / 2
Wobei:
- ΔP – Gesamtdruckverluste (Druckabfall) in Pa;
- ξ – örtlicher Widerstandsbeiwert (Darcy-Weisbach);
- ρ – Fluiddichte (kg/m³);
- V – Fluidgeschwindigkeit am Einlassquerschnitt (m/s).
Diese Parameter, die die Energieeffizienz des Luftkanals bestimmen, hängen stark vom Design der Umlenkleitbleche ab.
Gemäß [4] kann der Gesamtwiderstand eines komplexen hydraulischen Elements als Summe des Längenreibungswiderstands ξL und des örtlichen Widerstands ξ0 dargestellt werden:
ξSUM = ξL + ξ0
Für einen geradlinigen Luftkanal ist der Längenwiderstand proportional zur Länge und umgekehrt proportional zum hydraulischen Durchmesser, was durch die Formel ausgedrückt wird:
ξL = (L / D) · f
wobei f der Darcy-Reibungsfaktor ist.
Im Falle einfach geformter Rohre (z.B. Kreis, Quadrat, Sechseck) kann f durch eine nichtlineare Abhängigkeit nur von der Reynolds-Zahl ausgedrückt werden – siehe Kapitel 2 in [4] oder https://de.wikipedia.org/wiki/Darcy-Weisbach-Gleichung
Der Reibungsfaktor f für ein einfaches rundes Rohr (Kreiskanal) mit glatten Wänden, mit einem entwickelten stabilisierten Strömungsprofil am Einlass und für turbulentes Regime (Reynolds-Zahlen Re > 4×103) kann mit der Formel berechnet werden:
f = 1 / (1.81 · lg(Re) – 1.64)²
Für reale Kanäle muss auch die Rauheit berücksichtigt werden.
Abb. 7 unten zeigt eine Darstellung des Darcy-Reibungsfaktors gegenüber der Reynolds-Zahl Re für verschiedene relative Wandrauheiten, erstmals veröffentlicht von Nikuradse in [5-8]. Diese Grafik ist auch als Moody-Diagramm [9] oder Colebrook-White-Korrelation [10-11] bekannt. Moderne Studien für glatte Rohre finden sich in [12].
Dieses Diagramm zeigt die komplexe Abhängigkeit von f(Re) für ein rundes Rohr mit unterschiedlicher Rauheit. Für quadratische und andere nicht-kreisförmige Rohre ist das Diagramm komplizierter. Daher müssen Strömungsregime (Reynolds-Zahl), die Kanalform und die relative Wandrauheit berücksichtigt werden.
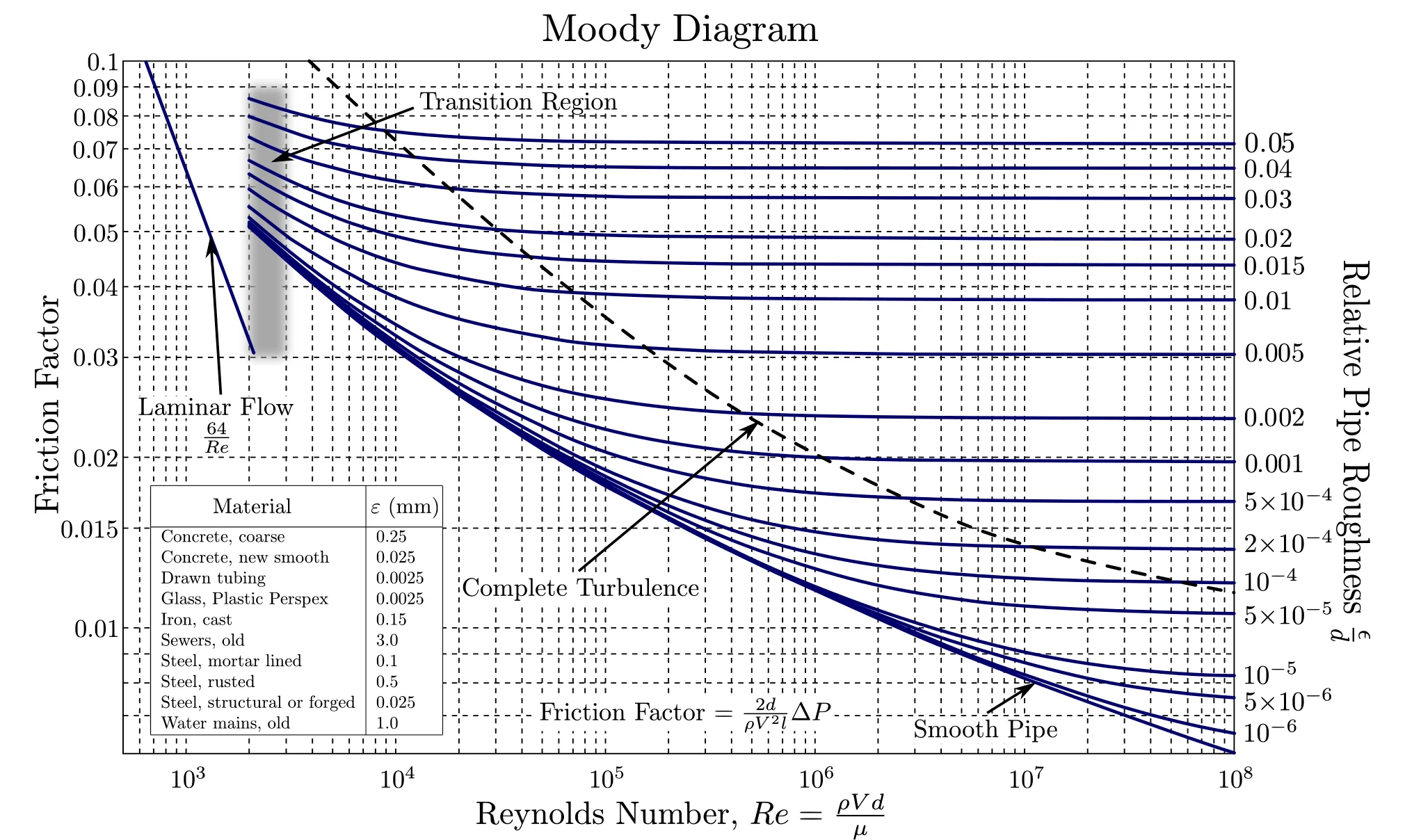
Abb. 7. Moody-Diagramm (auch Nikuradse-Diagramm), das den Darcy-Weisbach-Reibungsfaktor fD in Abhängigkeit von der Reynolds-Zahl Re für verschiedene relative Rauheiten zeigt – Originaldiagramm: S Beck und R Collins, University of Sheffield, geteilt unter CC BY-SA 4.0, wikimedia.org
Im Falle realer rauer Kanäle ist es dennoch möglich, den Gesamtwiderstand als Summe ξSUM = ξL + ξ0 aus dem Längenwiderstand und dem örtlichen Widerstand darzustellen.
Diese Darstellung der Summe vereinfacht die Untersuchung der Kanalparameter, da der örtliche Widerstand ξ0 für eine vereinfachte Elementgeometrie berechnet werden kann – zum Beispiel in einer periodischen Formulierung des Problems mit einer kleineren Berechnungsdomäne oder in einer 2D-Version des Problems. Beachten Sie die enorme Größe der Berechnungsdomäne der in Abb. 4 gezeigten Beispiele, wo der Abschnitt eine Höhe von 3 und eine Länge von 18 Metern hat und die Netzkonvergenz erst bei einer Größe von mehr als 10 Millionen Netzelementen adäquat zu erscheinen beginnt. Eine Variante der Problemformulierung mit periodischen oder 2D-Bedingungen für diese Fälle könnte eine um eine Größenordnung kleinere Anzahl von Netzelementen haben, und die vereinfachte Berechnung jedes Geschwindigkeitspunktes für das ΔP(v)-Diagramm würde nur Minuten oder sogar Sekunden statt Stunden dauern.
Somit kann die Aufteilung in die Summe zweier Widerstände die Berechnungen erheblich vereinfachen – man kann schnell den örtlichen Widerstand ξ0 bestimmen und dann den Längenwiderstand ξL hinzufügen. Letzterer kann schnell aus bekannten Tabellen oder durch Näherungsformeln unter Verwendung vereinfachter Gleichungen basierend auf dimensionslosen Kennzahlen und Geometrieparametern des Luftkanals geschätzt werden. Für hydraulische und Kanalnetzelemente mit abrupten Änderungen der Strömungsrichtung (Winkelstücke, sanfte Bögen, Biegungen in verschiedenen Winkeln mit und ohne Umlenkleitbleche) wird ein ähnlicher Ansatz und eine ähnliche Methode in den Kapiteln 6-1 und 6-2 im umfassenden Handbook of hydraulic resistance [4] vorgestellt.
Produkt-Highlights
TunnelTechs Luftstrom-Umlenkleitbleche (TTE-TV Produkt) stehen an der Spitze dieser Technologie und bieten beispiellose Effizienz im Luftstrom-Management. Unsere Produkte sind für eine breite Palette von Anwendungen konzipiert, von Indoor-Skydiving-Anlagen und Windkanälen bis hin zu HLK- und Lüftungssystemen, und verkörpern die Spitze des aerodynamischen Designs und der Energieeffizienz.
Leistung des Umlenkleitblech-Segments in Luftkanälen
TunnelTechs hochleistungsfähige Luftstrom-Leitschaufeln setzen den Industriestandard für Leistungs- und aerodynamische Effizienz. Unsere energiesparenden Umlenkleitbleche sind so konstruiert, dass sie aerodynamische Reibung minimieren, einen gleichmäßigen Luftstrom gewährleisten und den Energieverbrauch senken.
TunnelTechs Umlenkleitbleche weisen hervorragende Eigenschaften hinsichtlich des örtlichen Widerstands im Luftkanal auf. Widerstandsparameter, berechnet unter Verwendung der Darcy-Weisbach-Gleichung, wie oben beschrieben, sind in den folgenden Abbildungen (siehe Abb. 8 unten) und im Umlenkleitblech-Datenblatt dargestellt.
Im Allgemeinen werden für den Fall, dass die Kanalgröße unbekannt ist, Werte für ein idealisiertes Element mit periodischen seitlichen Randbedingungen angegeben, ohne den Beitrag des zusätzlichen Wandwiderstands entlang der Länge, der Rauheit und des Einflusses anderer lokaler Parameter zu berücksichtigen. In Abb. 8 sind die Werte für ein idealisiertes Umlenkeckelement mit TunnelTech Leitschaufeln angegeben, das in der unendlichen periodischen Sequenznäherung eines 15-Blatt-Stapels mit periodischen Randbedingungen berechnet wurde.
Abb. 8. TunnelTech Umlenkleitblech örtlicher Widerstandsbeiwert und entsprechender Druckverlust.
Wenn das HLK- oder andere hydraulische System aus Kanälen besteht, die die Querschnittsform des Strömungsbereichs entlang des Strömungsweges im Allgemeinen nicht ändern, ist es zweckmäßig, den spezifischen Widerstand pro Längeneinheit für Näherungsberechnungen zu schätzen (natürlich für den gesamten Geschwindigkeitsbereich zu schätzen):
KL = ξL / L = f / Dh
wobei Dh ein hydraulischer Kanaldurchmesser ist. Der Wert von KL ist leicht aus Nachschlagewerken zu bestimmen, wie oben diskutiert. Durch Multiplikation mit der Länge und Addition der örtlichen Widerstandswerte ξ0, die aus Datenblättern entnommen oder unabhängig berechnet wurden, ist es somit möglich, den Gesamtdruckverlust im System schnell abzuschätzen.
ξSUM = KL · L + ξ0
Die oben gezeigten illustrativen Beispiele in Abb. 4 eines 2×2 Meter quadratischen Kanals mit den in der Berechnung verwendeten Gasparametern und der Rauheit haben einen spezifischen Widerstand pro Längeneinheit in der Größenordnung von K<sub>L</sub> = ξ<sub>L</sub> / L ~ 2,1 Pa. Dieser Wert gilt bei der Bewertung eines quadratischen Kanals ohne Berücksichtigung von Biegungen, Leitschaufeln oder anderer interner Ausrüstung. Für eine volle Länge von 21 Metern, die die Luftmasse entlang des Kanals zurücklegt, ergibt sich ein Druckabfall von ~44 Pascal. Addiert man hierzu den in Abb. 8 gezeigten Wert (11 Pa für eine Geschwindigkeit von 20 m/s gemäß dem Umlenkleitblech-Datenblatt (Tabelle A.2.1)), ergibt sich ein Gesamtwiderstand von 55 Pa für einen realen 2×2 quadratischen Kanalabschnitt mit Umlenksegmenten darin. Dieser Wert stimmt gut mit dem in Abb. 4, Fall 5 gezeigten Wert überein.
Weitere Informationen zu Näherungsmethoden zur Berechnung von Kanalwiderständen beliebiger Form ohne Verwendung von CFD-Methoden finden sich leicht in <a href="#references">[4]</a> oder ähnlicher Literatur.
NB! Bitte beachten Sie, dass die in Abb. 4 gezeigten Beispiele nur ein Spezialfall sind, um die Funktion der Umlenksegmente zu demonstrieren, und nicht zur Bewertung eines beliebigen Kanals verwendet werden können! Abbildung 8 ist in einem breiteren Kontext anwendbar, jedoch müssen die spezifischen Parameter des Kundenkanals berücksichtigt werden. Jedes spezifische System erfordert eine detaillierte Analyse, die Sie bei TunnelTech bestellen können. Für eine genaue Berechnung des hydraulischen Kanalwiderstands und eine Expertenbewertung des Energieverbrauchs Ihrer Lüftungs- oder Windkanalausrüstung kontaktieren Sie uns bitte.
Zusätzliche Informationen über Dienstleistungen und F&E finden Sie auch auf der Technologie-Seite und im Bereich Dienstleistungen.
Umlenkleitblech für industrielle Kühlung und Heizung
Einzigartig unter den Leitschaufeln für industrielle Luftkanäle bieten unsere Produkte die Möglichkeit, Kühlmittel mit hoher Durchflussrate zu zirkulieren, was eine effiziente Kühlung oder Erwärmung der Luft beim Durchströmen des Kanals ermöglicht. Dieses Merkmal eröffnet neue Möglichkeiten in der thermischen Regulierung für den Einsatz von Raumklima-Leitschaufeln und widerstandsarmen, in den Luftkanal integrierten Wärmetauschern und bietet unseren Kunden vielseitige Lösungen für ihre Luftstromanforderungen.
Bewertet mit der HTCL (Wärmeübergangskoeffizient pro laufendem Meter) Berechnungsmethode, die den Wärmestrom (in Watt) pro Meter Umlenkleitblechlänge für jedes Kelvin der logarithmischen mittleren Temperaturdifferenz (ΔTLMTD) zwischen der Außenluft und dem Eckleitschaufel-Kühlmittel quantifiziert, sind unsere Leitschaufeln für eine effektive Wärmeableitung über verschiedene Luftstrombedingungen hinweg ausgelegt und garantieren stabile Leistung und Temperaturregulierung.
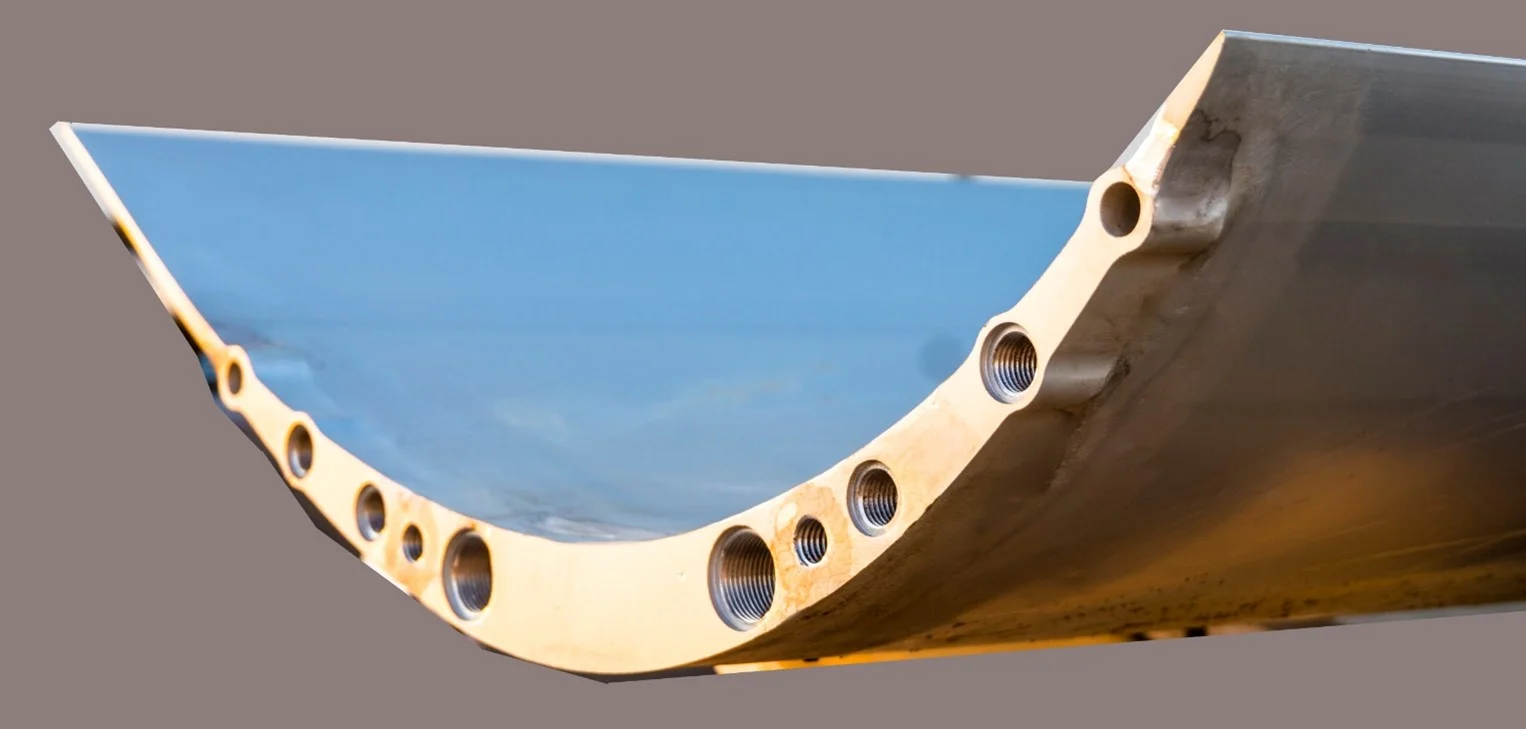
Parameter des Wärmeübergangskoeffizienten für die wassergekühlten Umlenkleitbleche sind in Abb. 9 dargestellt, sowohl für feuchte als auch für trockene Luft, wobei ΔP [kPa] die Wasserdruckdifferenz zwischen Einlass- und Auslassanschlüssen der Leitschaufel darstellt (blau und rot in Abb. 10).
Abb. 10. Kühlkanäle der Umlenkleitbleche
Abb. 9. HTCL-Koeffizient. Trockene (RH=0%) und feuchte Luft (RH=90% bei 30 °C) bei unterschiedlicher Kühlmittel-Druckdifferenz (Wasser) zwischen Einlass- und Auslassanschlüssen des Kühlkanals.
Umlenkleitbleche zur Abwärmerückgewinnung
Gekühlte Umlenkleitbleche mit integrierten Wärmeaustauschkanälen bieten eine vielseitige Lösung für die Abwärmerückgewinnung in einer Vielzahl von Anwendungen. Wenn sie in Wärmeaustauschsysteme integriert werden, können diese Leitschaufeln überschüssige thermische Energie erfassen, die sonst verloren ginge, und sie an Wärmerückgewinnungssysteme übertragen, wodurch die Gesamteffizienz des Systems erheblich gesteigert wird.
In praktischen Anwendungen kann diese Technologie in mehreren Bereichen eingesetzt werden. Beispielsweise können gekühlte Umlenkleitbleche in industriellen Prozessen Abwärme aus Abgasen zurückgewinnen und diese zur Vorwärmung von einströmenden Flüssigkeiten oder Luft umleiten, wodurch der Energieverbrauch gesenkt wird. In HLK-Systemen werden ähnliche Prinzipien durch Geräte wie Wärmerückgewinnungs-Lüftungsgeräte (HRVs) und Energierückgewinnungs-Lüftungsgeräte (ERVs) angewendet, die Wärme zwischen Abluft- und Zuluftströmen übertragen. Dieser Prozess minimiert die Energie, die zum Heizen oder Kühlen der einströmenden Luft erforderlich ist, was zu erheblichen Energieeinsparungen führt.
Zusätzlich können gekühlte Umlenkleitbleche in Systeme integriert werden, die in der Stromerzeugung und im Bereich der erneuerbaren Energien eingesetzt werden. Beispielsweise wird in Kraft-Wärme-Kopplungs-Systemen (KWK) Abwärme aus der Stromerzeugung zurückgewonnen und für Heizzwecke genutzt, was die Gesamteffizienz des Systems verbessert. In Geothermiesystemen können diese Leitschaufeln helfen, die aus der Erde gewonnene thermische Energie zu verwalten und die Wärmeübertragungsprozesse zu optimieren.
In Initiativen für grüne und erneuerbare Energie spielt die Abwärmerückgewinnung eine entscheidende Rolle bei der Reduzierung des CO2-Fußabdrucks und der Verbesserung der Nachhaltigkeit von Energiesystemen. Dieser Ansatz steht im Einklang mit Lean-Manufacturing-Prinzipien, indem er die Ressourceneffizienz verbessert und die Betriebskosten durch effektives Wärmemanagement senkt. Darüber hinaus zeigt die Einbeziehung solcher Technologien in ESG-Projekte ein Engagement zur Minimierung der Umweltauswirkungen und zur Optimierung der Ressourcennutzung, was mit breiteren Nachhaltigkeitszielen übereinstimmt.
Wärmerückgewinnung – Verwandte Projekte
TunnelTech verfügt über umfangreiche Erfahrung in der Umsetzung von Projekten mit Wärmeaustausch- und HLK-Systemen, die für die Abwärmerückgewinnung unter Verwendung gekühlter Umlenkleitbleche konzipiert sind. Durch die Integration dieser Leitschaufeln in Wärmeaustausch-Setups, die darauf ausgelegt sind, thermische Energie zu erfassen und wiederzuverwenden, die sonst verloren ginge, ermöglicht TunnelTech eine effektivere Rückgewinnung von Abwärme aus verschiedenen industriellen und gewerblichen Prozessen. Dieser Ansatz verbessert nicht nur die Energieeffizienz, sondern unterstützt auch Nachhaltigkeitsziele durch Reduzierung des Energieverbrauchs und der Betriebskosten.
Anwendungen
Unsere Umlenkleitbleche bedienen ein breites Spektrum an Branchen und Anwendungen
HLK-Systeme
| Gewerbegebäude | Optimierung von Kanalsystemen; Energieeffizienz; Senkung der Betriebskosten; Verbesserung von Gesundheit und Sicherheit durch effizientes Management von Luftqualität und Temperatur; |
| Wohnkomplexe | Sicherstellung komfortabler Wohnumgebungen mit optimaler Luftqualität und Strömung; Verbesserung von Gesundheit und Sicherheit; |
| Rechenzentren | Leitschaufeln für thermisches Management halten kritische Temperatur- und Feuchtigkeitsniveaus für Serverleistung und Langlebigkeit aufrecht; |
Lüftungssysteme im Bauwesen
| Krankenhäuser und Gesundheitseinrichtungen | Geräuscharme Umlenkleitbleche bieten entscheidende Luftqualitätskontrolle zum Schutz von Patienten und Personal; Verbesserung von Gesundheit und Sicherheit durch effizientes Management von Luftqualität und Temperatur |
| Bildungseinrichtungen | Schaffung förderlicher Lernumgebungen durch verbesserte Luftzirkulation |
Umgebungs- und Klimakontrolle
| Elektronik, Bio-Tech, Food-Tech und andere High-Tech-Anlagen / Reinräume | Regulierung von Temperatur und Feuchtigkeit für High-Tech- und anspruchsvolle Produktionen; Klimatisierungs-Leitschaufeln gewährleisten strenge Luftstromstandards für Fertigung und Forschung |
| Sportarenen | Gewährleistung von Komfort und Sicherheit für Athleten und Zuschauer gleichermaßen |
Industrielle und spezialisierte Anwendungen
| Tunnelbau und Instandhaltung | Verbesserung der Luftqualität und Sicherheit für Arbeiter in Tunnelumgebungen; |
| Industrieanlagen | Optimierung von Kanalsystemen; Energieeffizienz; Nachhaltige Entwicklung; Senkung der Betriebskosten; |
| Gießereien und Schwerindustrie | Energieeffizienz; Senkung der Betriebskosten; Abwärmerückgewinnung; Dekarbonisierung und ESG; Hochleistungs-HLK-Luftkanäle; Thermisches Management; |
| Schiffstechnik | Verbesserung von Lüftungssystemen auf Schiffen und U-Booten für den Komfort der Besatzung und die Zuverlässigkeit der Ausrüstung; |
| Bergbau und Untertagebau | Bereitstellung entscheidender Belüftung für Bergbaustandorte und andere unterirdische Strukturen zur Reduzierung gefährlicher Bedingungen; |
Jede dieser Anwendungen profitiert erheblich vom fortschrittlichen Design und der Funktionalität der TunnelTech Umlenkleitbleche, was einen Sprung nach vorn im effizienten Luftstrom-Management darstellt. Durch die Wahl der strömungsgünstigen Leitschaufeln von TunnelTech können Kunden erwarten, ihre Systemleistungsziele nicht nur zu erreichen, sondern zu übertreffen, und das alles bei
- •Reduzierung des Energieverbrauchs * um bis zu 30%
- •Reduzierung des Lärms * um 60%, im Vergleich zu herkömmlichen Luftkanälen.
* – experimentelle Ergebnisse für die TT45Pro Windkanal-Geometrie.
Für Anfragen und weitere Details, wie unsere Umlenkleitbleche an spezifische Bedürfnisse angepasst werden können, kontaktieren Sie bitte unser Team. Lassen Sie TunnelTech Ihr Partner für optimale Luftstrom-Management-Lösungen sein.
Installation & Wartung

- •Abmessungen und Spezifikationen
Überprüfen Sie die Kanalabmessungen und Spezifikationen der Umlenkleitbleche vor der Installation
- •Montageoptionen
Erhältlich in Klemm-, Schraub- und Schweißkonfigurationen
- •Lasthandhabung
Befolgen Sie die Richtlinien zur Lasthandhabung für sicheren Transport und Positionierung
- •Schritt-für-Schritt-Installation
Detaillierte Installationsanweisungen werden mit jeder Produktlieferung bereitgestellt

- •Inspektionsplan
Regelmäßige visuelle Inspektionen zur Sicherstellung der Ausrichtung der Leitschaufeln und der strukturellen Integrität
- •Reinigungsverfahren
Periodische Reinigung zur Entfernung von Staub- und Schmutzablagerungen auf den Leitschaufeloberflächen
- •Verschleißüberwachung
Überwachung auf Anzeichen von Korrosion, Erosion oder mechanischen Schäden
- •Leitfaden zur Fehlerbehebung
Behebung häufiger Probleme wie Vibrationen, Lärm oder reduzierte Luftstromeffizienz
Dokumentation
Technische Informationen zu TunnelTech Windkanal-Ecksegmenten und Parametern der Umlenkleitbleche sind in einem umfassenden Datenblatt für TTE-TSA und TTE-TV Produkte verfügbar. Die Dokumentation enthält Informationen zu Designoptionen, örtlichen Widerständen für horizontale und vertikale 90-Grad-Strömungsumlenkungen sowie hydraulische und Wärmeübertragungsparameter für gekühlte Umlenkleitbleche.
TTE-TSA Datenblatt herunterladen (PDF)Referenzen und verwandte Publikationen
Zusätzliche Informationen zum Design und zur Optimierung von Umlenkschaufeln für Windkanäle, industrielle Kanalsysteme, HLK-Kanäle und Luftstrom-Management-Ausrüstung, Ventilator-Gleichrichter usw. finden Sie unter den folgenden Links:
- Baals, D.D., und W.R. Corliss. Wind Tunnels of NASA. NASA; SP-440. Scientific and Technical Information Branch, National Aeronautics and Space Administration, 1981. books.google.rs
- Barlow, J.B., W.H. Rae, und A. Pope. Low-Speed Wind Tunnel Testing. Wiley, 1999. books.google.rs
- Pope, A., und K.L. Goin. High Speed Wind Tunnel Testing. Wiley, 1965. books.google.rs
- Idelchik, I. E. “Handbook of Hydraulic Resistance, Revised and Augmented.” Begell House, 2008. begellhouse.com
- Nikuradse, J. 1933. Strömungsgesetz in rauhen Rohren, VDI Forschungshefte 361. (English translation: Laws of flow in rough pipes). Technical report, NACA Technical Memorandum 1292. National Advisory Commission for Aeronautics (1950), Washington, DC. ntrs.nasa.gov
- Nikuradse, J. (1931), Strömungswiderstand in rauhen Rohren. Z. angew. Math. Mech., 11: 409-411. doi.org/10.1002/zamm.19310110603
- Nikuradse, J. 1932. Laws of turbulent flow in smooth pipes (English translation). NASA TT F-10: 359 (1966).
- Nikuradse, J. 1930. Widerstandsgesetz und Geschwindigkeitsverteilung von turbulenten Wasserströmung in glatten und rauhen Rohren, Proc. 3rd Int. Cong. Appl. Mech., Stockholm, 239-248.
- Moody, L. F. 1944. Friction factors for pipe flow. Trans. ASME, 66, 671–684. doi.org/10.1115/1.4018140
- Colebrook, C. (1939). Turbulent Flow in Pipes, with Particular Reference to the Transition Region between the Smooth and Rough Pipe Laws. Journal of the Institution of Civil Engineers, Volume 11 Issue 4, February 1939, pp. 133-156. doi.org/10.1680/ijoti.1939.13150
- Colebrook, C. F. (February 1939). “Turbulent flow in pipes, with particular reference to the transition region between smooth and rough pipe laws”. Journal of the Institution of Civil Engineers. London. Volume 12 Issue 8, October 1939, pp. 393-422. doi:10.1680/ijoti.1939.14509.
- McKeon, Beverley J., Chris J. Swanson, Mark V. Zagarola, Russell James Donnelly, und Alexander J. Smits. “Friction Factors for Smooth Pipe Flow.” Journal of Fluid Mechanics 511 (2004): 41–44. doi.org/10.1017/S0022112004009796
- Mehta R.D., Bradshaw P. Design rules for small low speed wind tunnels. The Aeronautical Journal. 1979;83(827):443-453. doi.org/10.1017/S0001924000031985
- Cattafesta, Louis, Chris Bahr, und Jose Mathew. “Fundamentals of Wind-Tunnel Design.” In Encyclopedia of Aerospace Engineering. John Wiley & Sons, Ltd, 2010. doi.org/10.1002/9780470686652.eae532
- Hurtado, J.P.; Villegas, B.; Pérez, S.; Acuña, E. Optimization Study of Guide Vanes for the Intake Fan-Duct Connection Using CFD. Processes 2021, 9, 1555. doi.org/10.3390/pr9091555 mdpi.com
- Gelder, T.F., Moore, R.D., Sanz, J.M. und McFarland, E.R. Wind tunnel turning vanes of modern design. 24th Aerospace Science Meeting. NASA Technical Memorandum, AIAA Paper 86-0044. Reno, Nevada, January 1986. semanticscholar.org
- Schirf, Collin. “Optimization of Expanding Turning Vanes by Bezier Curve Parameterization,” Master Dissertation, University of Maryland, 2019. doi.org/10.13016/5x1x-gxhz
- Almeida, Odenir De, Frederico Carnevalli De Miranda, Olivio Ferreira Neto, und Fernanda Guimarães Saad. “Low Subsonic Wind Tunnel – Design and Construction.” Journal of Aerospace Technology and Management 10 (February 26, 2018). doi.org/10.5028/jatm.v10.716
- Modi, P. P., und S. Jayanti. “Pressure Losses and Flow Maldistribution in Ducts with Sharp Bends.” Chemical Engineering Research and Design 82, no. 3 (2004): 321–31. doi.org/10.1205/026387604322870435
- Kotb, N. A. E., M. R. Mokhtarzadeh-Dehghan, und A. J. Ward-Smith. “A Numerical Study of Laminar and Turbulent Flows in a Two-dimensional Bend with or without a Guide Vane.” International Journal for Numerical Methods in Engineering 26, no. 1 (January 1988): 245–62. doi.org/10.1002/nme.1620260117
- Sahlin, A.; Johansson, A.V. Design of guide vanes for minimizing the pressure loss in sharp bends. Fluids A Fluid Dyn. 1991, 3, 1934–1940.
- Crawford, N.M.; Cunningham, G.Y. Prediction of Pressure Drop for Turbulent Fluid Flow in 90° Bends. Sage: London, UK, 2003; pp. 153–155.
- Kumar, S.; Nandi, N. Change in Flow Separation and Velocity Distribution Due to Effect of Guide Vane Installed in a 90° Pipe Bend. Mech. Eng. 2017, 21, 353–361.
Siehe auch:
- Moody-Diagramm: en.wikipedia.org/wiki/Moody_chart
- Darcy-Weisbach: en.wikipedia.org/wiki/Darcy–Weisbach_equation
- Reibungsfaktor: en.wikipedia.org/wiki/Fanning_friction_factor, en.wikipedia.org/wiki/Darcy_friction_factor_formulae
- Reibungsverlust: en.wikipedia.org/wiki/Friction_loss